|
3.线体均衡 生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
在同一节拍下工作时,若不考虑各操作工的作业负荷,则在各工位上可能产生待工的浪费。因此,必须根据作业组合的变更,给各操作工分配与节拍时间相适应的工作。
另,每一个操作工的作业负荷(所要的时间)用作业均衡表表示。
3-1.线体均衡的目的 进行线体均衡可把握现状下各工位操作所要的时间,可客观掌握整个工序操作时间的均衡度,在掌握瓶颈工位情况后积累一点点的改善成果,使之与整个线体的改善结合起来。同时,它也与减少工数是联系在一起的。
『可在节拍时间内进行生产』
•追求一人工(配置合适的人员)…以节拍时间为基准,将作业往前均摊。
『无法在节拍时间内进行生产』
•根据瓶颈工位的MCT(machine cycle time),将各操作工的负荷平准化…按循环时间(在海尔所指的实际节拍时间)生产
3-2.为了便于取得线体均衡,在事前要实施的项目 ⑴ 作业指导的强化
•根据『OJT』(on the job training)进行指导
⑵ 多面手化的推进(从平常就开始有计划的训练)
⑶ 多多培养专业技工(如波峰焊作业等)
⑷ 设定即使加入新工人也不影响工作的工艺
•对需要经验、诀窍的作业进行彻底的改善。
⑸ 消除作业孤岛
⑹ 作业速度的适度化
⑺ 严格要求按照标准作业工作(sitsuke素养)
⑻ 将每个工位的区分明确化
要实施以上项目,需要各监督人员有坚决的态度。
3-3.制作线体均衡表(line balance)的顺序 1. 定义、目的
1)定义
线体均衡表…它是表现在同一节拍下工作的各操作工真正用于创造附加价值的工作的时间表。在按节拍生产,各人时间参差不齐时或在产品式样不同,作业不均衡时,以此作为改善的工具来运用。
2)目的
以节拍时间为准,对超负荷、待工等各操作工的不均衡现象进行改善,减少工数。
2. 生产顺序
1) 测定各操作工的实际节拍
2) 按操作工的顺序将实际节拍用柱状图表示
3) 在表上记入节拍时间
3. 实例
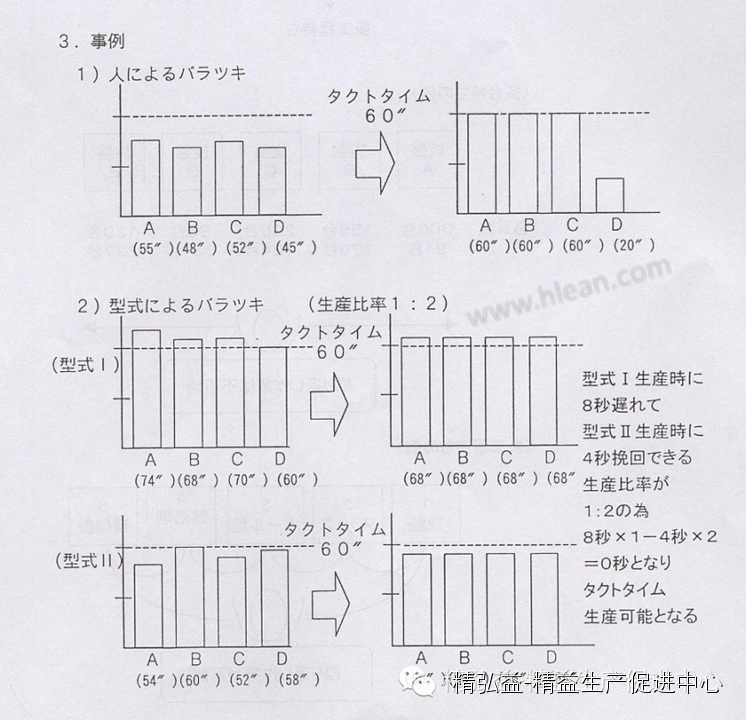
3-4.在进行线体均衡时需注意的事项 (1) 明确各工位的作业范围
(2) 规定工位间的标准的待加工部件数,并让操作工严格遵守
•若规定了工位间的标准的待加工部件数为1,当操作工想放第2个时,监测人员一定要指挥其等到部件数为0时再放。『“等待”、“停止”是与改善相联系的。』
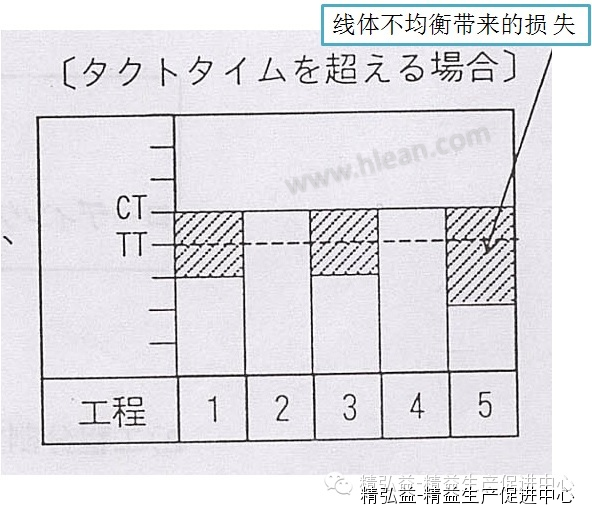
3-5.改善的着眼点 在取得线体均衡之后,用“线体均衡表”表示其均衡状态。
基本上我们是将节拍时间(Takt Time)视为基准。而实际上,很多情况下真正的加工时间或超过节拍时间或低于节拍时间,生产是按循环时间(Cycle Time)在进行。虽然在这种情况下也是以节拍时间为基准来表示,但是我们必须把握为什么该线体会产生线体均衡损失。
『注:稼働率是指在一定时间内,相对于最大的机器设备能力而言,实际的开机效率。例:人机料法环一切正常时,该线体在8小时内能生产800台,是100%。若当天8小时只生产了720台,则稼働率是90%。
应动率是指对于一定时间内的需求与规定的节拍时间而言,实际的执行率。即使人机料法环一切正常时,该线体在8小时内能生产800台。但当天的需求只有600台,所以当生产到600台时,可动率就达到100%,多生产就是浪费。这主要是以JIT生产为标准而言的。』
〈当各自用于工作的时间低于节拍时间时〉 ① 人多
② 具有足够的线体能力(设备能力),但因为不良品和间歇停线的现象很多,所以可动率很低。 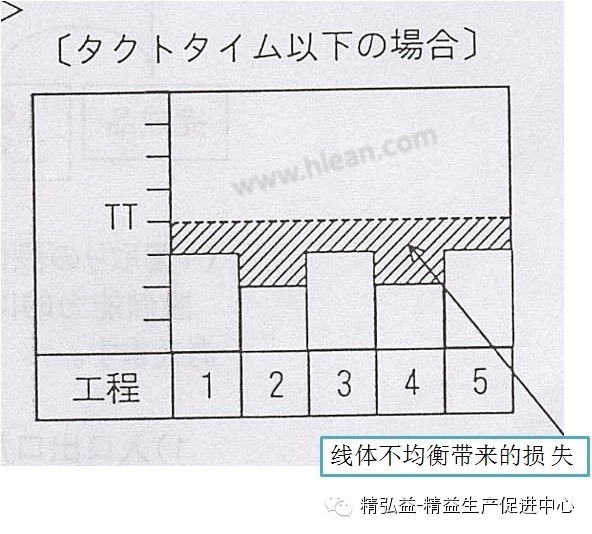
〈当瓶颈工位工作的时间低于节拍时间时〉
① 不能讲作业细分,不能取得线体均衡
② 因为配置人员不足(设备能力不足)是以加班加点来调节生产的
| 














 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡









